返回目录:word文档

喝过辣么多啤酒
啤酒厂你去过吗?

你所喝的啤酒,是如何制造出来的?
生产啤酒所需的原料是否干净、卫生、无污染?
生产环节如何保证产品品质?
啤酒生产究竟能做到怎样的严格与精细?
你是否都有过好奇?

如果南哥说:我去过百威哦~
你想不想抱住南哥大腿
听南哥讲一讲你不知道的百威故事捏
嘿嘿,不用你扑上来
作为南宁好友仔南哥绝对是义不容辞开讲哒
小伙伴们,赶紧洗洗耳朵

话说~
6月20日
百威啤酒生产基地佛山工厂
举行一年一度的
“工厂开放日”
南哥受邀参观了糖化车间
立仓(存储车间)、包装车间
品质检验实验室等等等等
简直是大开眼界~



「进工厂实地考察哦」
今天南哥就来揭秘百威工厂
安全“守门人” 四大“黑科技”如何守护食安
不要走开~
精彩马上就来↓↓↓
1
原料不落地
它指的是所有的原料运输车辆均有严格的食品安全要求。比如啤酒的麦芽就使用的固定专车进行运输。入厂的原料经过检测后才能入库,入库过程直接从运输车辆进入到立仓,原材料的整个传送系统为密闭管道运输,确保原料不落地。

立仓-百威工厂坚守“原料不落地”原则
每一个立仓可以储存600吨的原料,而这些原料在十四天内就会被用完。

百威工厂原材料使用密闭管道运输确保原料不落地
而对于酿造啤酒的另外一种重要原材料——啤酒花,则坚持只选择能保证冷藏的供应商,长期存储温度必须低于4摄氏度,确保啤酒花的新鲜度。
2
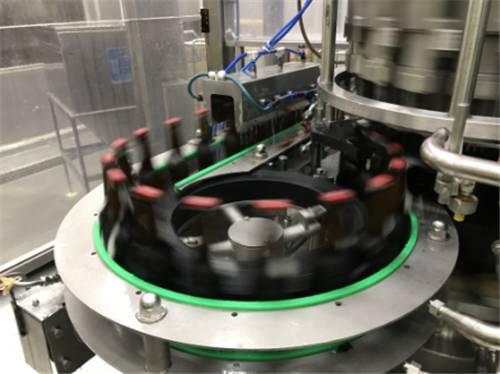
电子验瓶机
出于环保的考量,各大啤酒酿造商会在生产过程中循环使用酒瓶。啤酒瓶经过高温清洗清洁之后,在灌装前都会经过EBI(电子验瓶机)的检测。这也是工厂里面令人大开眼界的“黑科技”之一。


百威生产线的EBI电子验瓶机能将识别出来的缺陷瓶并将其从生产线中自动剔除
检测过程中,EBI会把每个瓶子从瓶口,瓶颈身及瓶底划分成9个区域进行高速扫描成像,识别程度精确到毫米,来识别哪怕是细小的缺陷,自动剔除器会将识别出来的缺陷瓶从生产线中剔除。

百威工厂的火眼金睛电子验瓶机EBI 能剔除问题酒瓶
为了保证EBI功能的可靠性,生产线操作人员会每隔2小时使用专业测试瓶验证。
3
“秒杀”10瓶高速压盖
为了避免酿造过程中受外界的影响,从麦芽到变成酒的过程都是在全封闭管道和容器中进行的。对时间、温度、氧的含量都要严格控制。

百威啤酒从酒机出口到压盖是在0.8秒完成的
百威佛山工厂的每条瓶装生产线,每分钟的灌装速度600瓶-800瓶,即每秒钟至少要完成10瓶啤酒的灌装、压盖,即酒液的灌注状态为在酒机中为全密封状态,从酒机出口到压盖是在0.8秒完成的,杜绝异物进入瓶子的机会。
百威生产线“秒杀”10瓶高速压盖 杜绝异物进入
在贴标以后,所有的啤酒会经过在线的液位检测和漏气检测,确保存在液位问题和密封不严的啤酒被剔除。
戳视频看生产流水线↓↓↓
同时操作人员也会每15分钟对包装好的啤酒进行人工检查,发现有问题的产品立即启动反应方案进行处理。
4
可溯源体系
为了进一步保证百威啤酒的质量,百威创新性的启动了“可溯源”体系。来自于百威工厂生产的每一罐、每一瓶百威啤酒,瓶身上都带有一个溯源码。技术人员对溯源码的追溯,不但可以找到该啤酒详尽到小时的生产时间(如某日下午2点-6点)、在仓库的储藏仓位和天数等,还能追溯该啤酒的酒液在生产过程中来自的罐体(如啤酒来自5号清酒罐、5号清酒罐内的清酒来自21号发酵罐、21号发酵罐由6锅麦汁灌满),甚至能一直追溯到运输麦芽进厂的车辆车牌号及供应商。

百威创新性的启动了“可溯源”体系,可4小时追溯生产履历
在百威佛山工厂,啤酒品质的追溯包含正向追溯和逆向追溯。正向追溯可通过任一批次原料追溯到该原料批次所有生产的成品酒以及发运情况等。

百威生产线严格遵循国际VPO ( voyager plant optimization)工厂最优化管理
逆向追溯可通过任一瓶酒的喷码追溯到包含原辅料供应商、原辅料批次、使用数量、酿造时间和生产过程数据、包装材料使用的批次、包装生产线信息等。
戳视频看生产车间↓↓↓
一次成功的追溯演练需要在4个小时内完成所有的信息追溯。可以说,在瓶身上毫不起眼溯源码,却拥有“大智慧”。

关于百威啤酒
百威啤酒诞生于1876年,现已行销遍布全球,是世界销量最好的啤酒品牌之一。百威啤酒于1995年正式进入中国市场,以其卓越的品质在超高端啤酒市场占据了绝对的主导地位。百威啤酒以其独特的口感,稳定的品质,再加上百威品牌130多年的悠久历史,构筑了百威的王者形象。通过赞助奥运会、FIFA世界杯足球赛以及英格兰足总杯等全球瞩目的焦点赛事,以及对年轻人关注的音乐、时尚领域的赞助,百威体现了其“皇者风范”,成为当之无愧的“啤酒之王”。

啊~在弥漫着淡淡啤酒清香的夏日午后
想不想来一罐冰(身世)镇(清白)的百威提提神?
想?那就赶紧下楼去买吧
反正南哥已经开喝了
嗝~好冰好爽
哎呦~你们扔砖头干嘛啊喂
南国微生活综合整理